Views: 919 Author: Site Editor Publish Time: 2023-04-13 Origin: Site








Instruction
This article introduces the how to use Press Brake to bend shapes in sheet metal, mainly motheds are Z-bending, N-bending, O-bending,U-bending,L-bending. By the following knowledge you can know more about different shapes of bending, and their bending techniques and technical details, etc., which will benefit your sheet metal work.
What Is the Z bending?
Definition: Bending of sheet metal into a 'Z' shape.
What Is the N bending?
Definition: The process of bending the same surface twice to form an 'N' shape.
Z-bending And N-bending Differences In Work Principle
Z-bending height should be greater than the sum of V-groove edge center distance and material thickness, working principle as shown in Figure-1:
Calculation formula: H > V groove apothem + T

(Fingure-1)
N bending the first step angle of up to 90 degrees, the second step according to the angle to adjust the back gauge distance.

(Fingure-2)
Z bending - Technical Guidance
1. General bending techniques
1-1. All angles are greater than 90 degrees. Bend the No.1 position first and then bend No.2 position, as shown in Figure-3;

(Fingure-3)
1-2. All angles are equal to 90 degrees. As shown in Figure-4, the first step to bend the 'L' type , the second step to bend 90 degrees.

(Fingure-4)
Tip: If the 'L' bending is blocked by the mold and cannot be completed, Please adjust the first bend greater than 90 degrees, and then bend NO. 2, finally use the upper punch to press down No. 1.
1-3. All angles are less than 90 degrees. First bend No. 1, then bend No 2. As shown in Figure-5.

(Fingure-5)
Tip: If bend No. 1 occurs blocking with press brake tool, Please let the first bend No. 1 angle greater than 90 degrees, then bend No. 2, and finally use the upper punch down to press the position of NO. 1 and less than 90 degrees.
Conclusion:The above bending method, you need to fully consider the relationship between the position of the plate and the mold, when there is a block can not be bent at once, please adjust the first step bending angle greater than 90 degrees, and then bend the second step, and finally down the first step until the shape until complete.
2. Special bending techniques
Definition: In addition to general Z-bending processing, can not be complete Z-bending that requires special processing.
Main Methods:
2-1. Eccentricizing the lower die to avoid blocking of the upper punch during bending;
2-2. Bending with smaller V channel to enlarge the space;
2-3. choose grinding bottom die.
3. Alternative bending techniques
3-1. Processing with offset die.
3-2. Forming with a soft die.
N bending - Technical Guidance
Due to the N bending is not common in sheet metal processing, Therefore, this article will introduce the special processing method of N bending.
In case Y sizes N bending in the aftermath of the interference with upper punch, realize smoothing through the hem die. In case the interference with upper punch appears severe, after positioning A, C and B points form shapes through hem dies and padding.

(Fingure-6)
Process through shaping punches and dies.

(Fingure-7)
Arc bending (O bending)
Definition: using arc bending molding, Usually suitable for lamp pole fabrication and can reach hexagon, octagon and so on.

(Fingure-8)
Arc bending is mainly divided into arc knife processing and arc model processing; arc knife type is divided into: fixed and adjustable.

(Fingure-9)
Tips:
1. It’s recommended to use 88° lower die for bending, which can avoid under-processing;
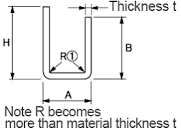
2. When processing 90 ° arc, the lower die radius should be selected: 2 (R + T)
3. Measure the arc after the bending is completed to avoid the angle is not in place and need to repeat the bending.
U bending
Definition: U-bending is one of the main shapes in sheet metal processing, and it is also the most widely used in the market. After U-bending, the sheet is mainly processed into channel steel.


The main processing methods are: multi-step bending and forming bending.
1. Multi-step bending: two-step 90° bending is performed using the upper die. Advantages: low cost, no need to replace the mold. As shown in Figure-10;
2. Forming: Using one-time forming tooling processing. Advantage: one time forming, reduce time. As shown in Figure-11.

(Fingure-10) (Fingure-11)
L bending
Definition: Bending is done once on the surface of the sheet to make it into an L-shape. The main products are angles or sheet metal parts, and most bending angles are 90° or 45°.
This bending method is the basis of Z-bending, the difference as shown in Figure-12.

(Fingure-12)
Conclusion: If you wanna use A Press Brake Machine to complete the above bending methods, or you have other special bending requirements, please share your ideas with us, we will arrange technicians to communicate with you as soon as possible, and contact us at info@zfymachine or Send inquiry directly.