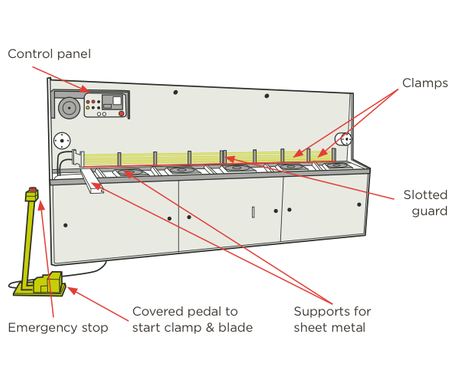
Views: 3320 Author: Site Editor Publish Time: 2022-06-03 Origin: Site








Due to the different requirements for sheet metal working industry in the world, this means that users have different requirements for the press brake toolings. The bending accuracy is determined by various factors. This article allows us to have an in-depth understanding of the press brake toolings.

Capacity chart for air bending
Upper tooling clamping
Lower tooling clamping
Standard punchs
Standard punchs 85°
Standard punchs 88°
Standard punchs 90°
Standard punchs 60°
Standard punchs 26°30°35°
Standard R-type round tooling
Standard round tooling
Flattening tooling
Standard Z-type tooing
Standard heavy duty direct-link type tooling
Accessories of upper tooling
1V lower dies
2V lower dies
multi-V lower dies
Combined dies
Accessories of lower dies
The given data has been calculated based upon bending material with a tensile strength ofδb=420 MPa over a length of 1m.
V | 6 | 8 | 10 | 12 | 16 | 18 | 20 | 24 | 32 | 35 | 40 | 50 | 60 | 63 | 80 | 100 | 120 | 130 | 140 | 150 | 160 | 180 | 190 | 200 | 230 | 260 |
b | 4.5 | 5 | 7 | 8.5 | 12 | 13
| 15 | 17 | 23 | 25 | 28 | 35 | 43 | 45 | 57 | 71 | 85 | 92 | 100 | 105 | 115 | 130 | 135 | 140 | 160 | 180 |
r | 1 | 1.2 | 1.6 | 2 | 2.5 | 2.8 | 3 | 3.5 | 5 | 5.5 | 6 | 8 | 9.5 | 10 | 12 | 15.5 | 19 | 21 | 23 | 24.5 | 26 | 28 | 30 | 32 | 36 | 40 |
0.5
| 2.5 | |||||||||||||||||||||||||
0.8 | 7 | 4.8 | ||||||||||||||||||||||||
1.0 | 11 | 8 | 6 | |||||||||||||||||||||||
1.2 | 12 | 9 | 7 |
| ||||||||||||||||||||||
1.5 | 15 | 12 | 8 | |||||||||||||||||||||||
2.0 | 23 | 16 | 13 | 12 | 9.5 | |||||||||||||||||||||
2.5 | 26 | 22 | 20 | 15 | 11 | |||||||||||||||||||||
3.0 | 30 | 24 | 16 | 14 | 12 | |||||||||||||||||||||
4.0 | 44 | 31 | 28 | 23 | 18 | |||||||||||||||||||||
5.0 | 53 | 47 | 43 | 31 | 25 | |||||||||||||||||||||
6.0 | 61 | 45 | 36 | 34 | ||||||||||||||||||||||
8.0 | 88 | 69 | 65 | 47 | 36 | |||||||||||||||||||||
10 | 110 | 80 | 60 | 47 | 43 | 39 | ||||||||||||||||||||
12 | 120 | 90 | 71 | 65 | 58 | 55 | 50 | |||||||||||||||||||
16 | 140 | 125 | 115 | 105 | 95 | 81 | 80 | 71 | ||||||||||||||||||
18 | 148 | 135 | 125 | 110 | 100 | 95 | 80 | |||||||||||||||||||
20 | 140 | 130 | 120 | 110 | 90 |
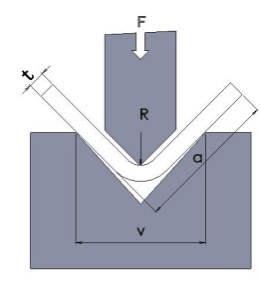
The internal radius R corresponds to approximate 16% of the die opening V.
Material thickness t | 0.5~2.5mm | 3~8mm | 9~10mm | >12mm |
Die opening V | 6 × t | 8 × t | 10 × t | 12 × t |
Alu | δb=300 MPa | F=F(chart)× 0.65 |
S.S | δb=700 MPa | F=F(chart)× 1.6 |
Determination of the bending force for air bending (approximation)
F(chart)= 65 × t2 / V (Ton /m)